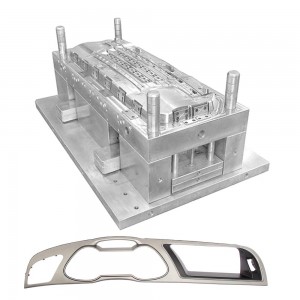
Прес-форма для лиття автозапчастин






опис
1. Наливна система
Це стосується частини каналу потоку перед тим, як пластик потрапить у порожнину з сопла, включаючи головний канал потоку, отвір для холодної подачі, відвідний канал і затвор тощо.
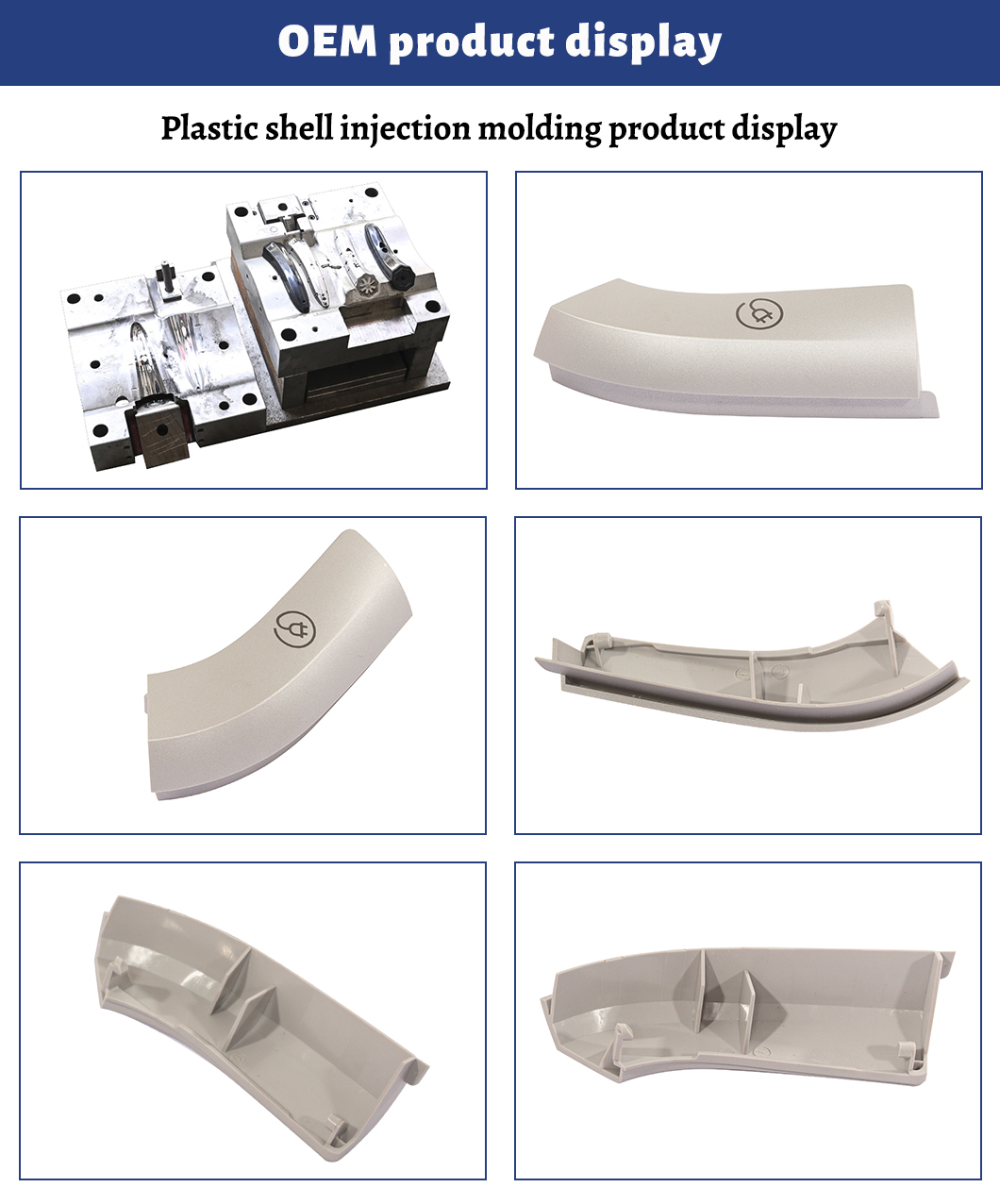
2. Система формування деталей:
Це стосується поєднання різних частин, які утворюють форму виробу, включаючи рухому матрицю, нерухому матрицю та порожнину (увігнута матриця), сердечник (штамп), формувальний стрижень тощо. Внутрішня поверхня сердечника формується, і формується форма зовнішньої поверхні порожнини (увігнута матриця).Після того, як матриця закрита, серцевина та порожнина утворюють порожнину матриці.Іноді, відповідно до вимог процесу та виробництва, сердечник і матриця виготовляються з комбінації робочих блоків, часто з одного шматка, і лише в легко пошкоджених і важких для обробки частинах вставки
3, система контролю температури.
Щоб задовольнити вимоги до температури процесу впорскування матриці, необхідно мати систему контролю температури для регулювання температури матриці.Для термопластичних форм для лиття під тиском основна конструкція системи охолодження для охолодження форми (також можна нагріти форму).Загальний спосіб охолодження прес-форм полягає в створенні каналу охолоджувальної води в прес-формі та використанні циркулюючої охолоджувальної води для видалення тепла з форми.На додаток до нагрівання форми, охолоджуюча вода може використовуватися для пропускання гарячої води або гарячої олії, а електричні нагрівальні елементи можуть бути встановлені всередині та навколо форми.