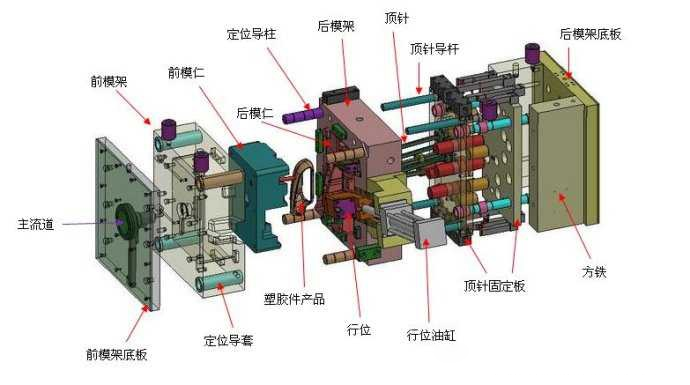
1 Склад прес-форми.В основному він складається з формувальних частин (деталі, які утворюють порожнину форми з рухомих і нерухомих частин форми), системи розливу (канал, через який розплавлений пластик потрапляє в порожнину форми з сопла машини для лиття під тиском), направляючої частини (для точного вирівнювання форми, коли форма закрита), штовхаючий механізм (пристрій, який виштовхує пластик із порожнини форми після розколу форми), система регулювання температури (щоб відповідати вимогам до температури форми під час процесу інжекції) ) Витяжна система (повітря в порожнині форми та газ, що випаровується самим пластиком, виводяться з форми під час формування, а випускна канавка часто встановлюється на поверхні розділення) та опорні частини (використовуються для встановлення та фіксації або опорні деталі формування та інші частини механізму) складаються, а іноді є механізми бокового розділення та механізми витягування серцевини.
2. Етапи проектування лиття під тиском
1. Підготовка перед проектуванням
(1) Завдання на проектування
(2) Знайомство з пластиковими деталями, включно з їх геометричною формою, вимогами до використання пластикових деталей і сировиною для пластикових деталей
(3) Перевірте процес формування пластикових деталей
(4) Вкажіть модель і специфікацію литтєвої машини
2. Скласти технологічну картку формування
(1) Огляд продукту, як-от принципова схема, вага, товщина стінки, проектована площа, габаритні розміри, чи є бокові виїмки та вставки
(2) Огляд пластмас, які використовуються у виробі, як-от назва продукту, модель, виробник, колір і висихання
(3) Основні технічні параметри вибраної ін’єкційної машини, такі як відповідні розміри між ін’єкційною машиною та формою для встановлення, тип гвинта, потужність (4) тиск і хід ін’єкційної машини
(5) Умови лиття під тиском, такі як температура, тиск, швидкість, сила блокування форми тощо
3. Етапи структурного проектування прес-форми
(1) Визначте кількість порожнин.Умови: максимальний об’єм впорскування, сила замикання форми, вимоги до точності виробу, економічність
(2) Виберіть поверхню стоку.Принцип повинен полягати в тому, що структура прес-форми проста, розділення легко і не впливає на зовнішній вигляд і використання пластикових деталей
(3) Визначте план розміщення порожнини.Використовуйте збалансоване розташування, наскільки це можливо
(4) Визначте систему стробування.Включаючи канал основного потоку, канал відвідування, ворота, холодний отвір тощо.
(5) Визначте режим випуску.Різні методи вилучення з форми розроблені відповідно до різних частин форми, залишених пластиковими частинами.
(6) Визначити структуру системи регулювання температури.Система регулювання температури в основному визначається типом пластику.
(7) Коли структура вставки приймається для матриці чи сердечника, визначається оброблюваність, а також режим встановлення та фіксації вставки.
(8) Визначте тип вихлопу.Як правило, зазор між розділовою поверхнею прес-форми та механізмом виштовхування та прес-формою можна використовувати для випуску.Для великої та високошвидкісної форми для лиття під тиском необхідно розробити відповідну форму випуску.
(9) Визначте основні розміри ливарної форми.За відповідною формулою обчисліть робочий розмір формувальної частини та визначте товщину бічної стінки порожнини форми, нижньої пластини порожнини, опорної пластини сердечника, товщину рухомого шаблону, товщину пластини порожнини модульної порожнини та висоти закриття прес-форми.
(10) Виберіть стандартну основу форми.Виберіть стандартну основу форми для лиття під тиском відповідно до основних розмірів спроектованої та розрахованої форми для лиття під тиском і спробуйте вибрати стандартні частини форми.
(11) Намалюйте структуру форми.Малювання повного ескізу структури прес-форми для лиття під тиском і малювання креслення структури прес-форми є дуже важливою роботою проектування прес-форми.
(12) Перевірте відповідні розміри прес-форми та машини для лиття під тиском.Перевірте параметри використовуваної ін’єкційної машини, включаючи максимальний об’єм ін’єкції, тиск ін’єкції, силу фіксації форми та розмір монтажної частини форми, хід відкриття форми та механізм виштовхування.
(13) Огляд структурного дизайну прес-форми.Провести попередній розгляд та отримати згоду користувача, а також необхідно підтвердити та змінити вимоги користувача.
(14) Намалюйте складальне креслення прес-форми.Чітко вкажіть зв’язок складання кожної частини прес-форми для лиття під тиском, необхідні розміри, серійні номери, деталі Блок заголовка та технічні вимоги (зміст технічних вимог такий: a. вимоги до продуктивності для конструкції матриці, наприклад, вимоги до складання механізму викиду і механізм витягування матриці, такі як зазор між верхньою та нижньою частинами матриці, вимоги до антиокислювальної обробки, e. Вимоги до випробування прес-форми та креслення частини форми: спочатку всередині, потім зовні. складні, потім прості, спочатку утворюють частини, а потім структурні частини.
(16) Розгляньте креслення конструкції.Остаточна перевірка конструкції прес-форми для лиття під тиском є остаточною перевіркою конструкції лиття під тиском, і більше уваги слід приділяти продуктивності обробки деталей.
3. Аудит прес-форми
1. Базова структура
(1) Чи відповідає механізм і базові параметри прес-форми машині для лиття під тиском.
(2) Чи має прес-форма затискний напрямний механізм і чи розумна конструкція механізму.
(3) Чи розумним є вибір роздільної поверхні, чи існує можливість спалаху, і чи пластикова частина залишається збоку від рухомої матриці (або нерухомої матриці), встановленої в механізмі викиду та випуску.
(4) Чи обґрунтовано планування порожнини та конструкція ліберної системи.Чи сумісний затвор із пластиковою сировиною, чи еквівалентне положення затвора, чи відповідні геометрична форма та розмір затвора та бігуна та чи прийнятний коефіцієнт потоку.
(5) Чи розумна конструкція фасонних частин.
(6) Механізм випуску виштовхування та бічна втулка.Або чи розумний, безпечний і надійний механізм витягування сердечника.Чи є перешкоди та оклюзія.(7) Чи є випускний механізм і чи є його форма розумною.(8) Чи потрібна система регулювання температури.Чи прийнятні джерело тепла та режим охолодження.
(9) Чи розумна структура опорних частин.
(10) Чи можуть загальні розміри забезпечити встановлення, чи метод кріплення вибрано розумно та надійно, і чи отвір для болта, який використовується для встановлення, відповідає положенню отвору для гвинта на механізмі ін’єкцій та пластині для фіксації форми.
2. Оформлення креслень
(1) Складальне креслення
Чи є зрозумілим взаємозв’язок між частинами та компонентами, чи відповідний код належним чином і обґрунтовано позначений, чи повне маркування деталей, чи відповідає воно серійному номеру в списку, чи є чіткі позначки у відповідних інструкціях і як стандартизована вся форма для лиття під тиском.
(2) Креслення деталей
Чи чітко позначені номер деталі, назва та кількість обробки, чи допуск на розміри та різні позначки допуску є обґрунтованими та повними, чи зарезервовано для шліфування частини, які легко зношувати, які деталі мають надвисокі вимоги до точності, чи є ця вимога розумно, чи відповідна подушка матеріалу для кожної частини, і чи є розумними вимоги до термічної обробки та вимоги до шорсткості поверхні.
(3) Картографічний метод
Чи правильний метод креслення, чи відповідає він національним стандартам, чи легко зрозуміти геометричні фігури та технічні вимоги, виражені на кресленні.3. Якість дизайну ливарної форми
(1) Під час проектування прес-форми для лиття під тиском, чи були правильно враховані характеристики процесу та ефективність формування пластикової сировини, можливий вплив типу машини для лиття під тиском на якість формування та чи були вжиті відповідні запобіжні заходи для можливі проблеми під час процесу формування під час проектування прес-форми.
(2) Чи були враховані вимоги до пластикових деталей щодо точності керування прес-формою для лиття під тиском і чи правильно спроектована напрямна структура.
(3) Чи правильний розрахунок робочих розмірів формованих деталей, чи можна гарантувати точність виробів і чи мають вони достатню міцність і жорсткість.
(4) Чи можуть опорні частини забезпечити достатню загальну міцність і жорсткість форми.
(5) Чи враховуються вимоги до випробувань форми та ремонту
4. Чи є пази, отвори тощо, зручні для монтажу та демонтажу з точки зору умов монтажу та розбирання та транспортування, і чи є вони маркування.
Час публікації: 6 березня 2023 р